
Eine dieser Fragen, die mich seit ca. 17 Ewigkeiten (also genauso lange, wie ich schon versuche mehr über das Drehen zu lernen) beschäftigt, ist die Frage:
Kann ich auch ohne Support-Schleifer auf einer Drehbank aus zB einem Vierkant-Stahl einen Rundstahl fertigen ?
Blöde Frage, ich weiß... beschäftigt mich aber grad. Vielleicht weiß ja wer eine Antwort. Oder eine Quelle für solch elementare Dreherei-Fragen.
Grysze
Greg
Dreherei-Frage
15 Beiträge
• Seite 1 von 1
Dreherei-Frage
![]() von Nanno » Do 25 Feb, 2010 10:12
von Nanno » Do 25 Feb, 2010 10:12
-
Nanno - Vielschreiber
- Beiträge: 20460
- Registriert: Do 23 Jun, 2005 07:43
- Wohnort: Linz, Österreich
![]() von fleisspelz » Do 25 Feb, 2010 10:48
von fleisspelz » Do 25 Feb, 2010 10:48
Hängt von Deiner Zähigkeit und Geduld ab.
..........................
There is a crack in everything, that‘s how the light gets in …
There is a crack in everything, that‘s how the light gets in …
-

fleisspelz - Vielschreiber
- Beiträge: 26608
- Registriert: Do 23 Jun, 2005 23:55
- Wohnort: Spessart
![]() von Lederclaus » Do 25 Feb, 2010 10:50
von Lederclaus » Do 25 Feb, 2010 10:50
Klar. Warum nicht? Du musst ihn nur gespannt kriegen. Sechskant wär einfacher. Oder halt ein 4Backenfutter
Look!
Is it a Stock Broker?
Is it a Quantity Surveyor?
Is it a Church Warden?
No! It´s Bicycle Repairman!
Is it a Stock Broker?
Is it a Quantity Surveyor?
Is it a Church Warden?
No! It´s Bicycle Repairman!
- Lederclaus
- Vielschreiber
- Beiträge: 4340
- Registriert: Mi 04 Feb, 2009 20:14
![]() von Rei97 » Do 25 Feb, 2010 10:52
von Rei97 » Do 25 Feb, 2010 10:52
Also:
Ich würde das nicht von der Form, sondern von der Härte des Rohmaterials abhängig machen. Weicheres Zeug zwischen Spitze und Futter möglichst ohne unterbrochenen Schnitt von der Stirnseite her müsste problemfrei gehen. Ein 4-Backenfutter solltest Du aber haben. Mit verstellbaren Backen, wenn es rechteckig ist.
Aaaber....warum verwendest Du kein rundes Vormaterial? Sodavierkant?
Regards
Rei97
Ich würde das nicht von der Form, sondern von der Härte des Rohmaterials abhängig machen. Weicheres Zeug zwischen Spitze und Futter möglichst ohne unterbrochenen Schnitt von der Stirnseite her müsste problemfrei gehen. Ein 4-Backenfutter solltest Du aber haben. Mit verstellbaren Backen, wenn es rechteckig ist.
Aaaber....warum verwendest Du kein rundes Vormaterial? Sodavierkant?
Regards
Rei97
Perfection is achieved not when there is nothing more to add but when there is nothing left to take away.(Antoine de Saint-Exupery) 
Skype: hrei97
Skype: hrei97
-

Rei97 - Vielschreiber
- Beiträge: 6696
- Registriert: Do 23 Jun, 2005 17:34
- Wohnort: Spätzlesland
![]() von Nanno » Do 25 Feb, 2010 11:23
von Nanno » Do 25 Feb, 2010 11:23
Lederclaus hat geschrieben:Klar. Warum nicht? Du musst ihn nur gespannt kriegen. Sechskant wär einfacher. Oder halt ein 4Backenfutter
Das ganze ist ein reines Denkspiel grad. Weil ich mir nicht vorstellen kann, wie ich das angehen würde. Das Rohmaterial könnte auch 6-, 8-, 12- oder sonstwas-eckig sein. 4-Backenfutter hab ich der Einfachheit mal angenommen
Ich kann ja dann den Drehstahl gar nicht von außen ansetzen, weil er dann ja ständig einen Schlag mit der Kante vom Rohmaterial kriegen würde.
@Rei:
D.h. im Prinzip stichst du von innen nach außen, d.h. der Kreis darf max. den Durchmesser der Höhen des zB Quadrates haben.
Grysze
Greg
-
Nanno - Vielschreiber
- Beiträge: 20460
- Registriert: Do 23 Jun, 2005 07:43
- Wohnort: Linz, Österreich
![]() von hiha » Do 25 Feb, 2010 11:40
von hiha » Do 25 Feb, 2010 11:40
Nanno hat geschrieben:Ich kann ja dann den Drehstahl gar nicht von außen ansetzen, weil er dann ja ständig einen Schlag mit der Kante vom Rohmaterial kriegen würde.
Das ist dem Drehstahl aber Wurscht. Mach ich ständig, in sämtlichen gebräuchlichen Werkstoffen. Völlig unkritisch. Allenfalls schlagempfindliche Schneidkeramik (nimmt in der Einzelfertigung eh keiner) oder CBN zum Hartdrehen verträgt das nicht so gut. Aber normales HM oder gar HSS hat kein Problem damit.
Gruß
Hans
-

hiha - Älterer Herr und Motorenkenner
- Beiträge: 18362
- Registriert: Fr 28 Okt, 2005 10:01
- Wohnort: Neubiberg b. München
![]() von Rei97 » Do 25 Feb, 2010 12:27
von Rei97 » Do 25 Feb, 2010 12:27
Also:
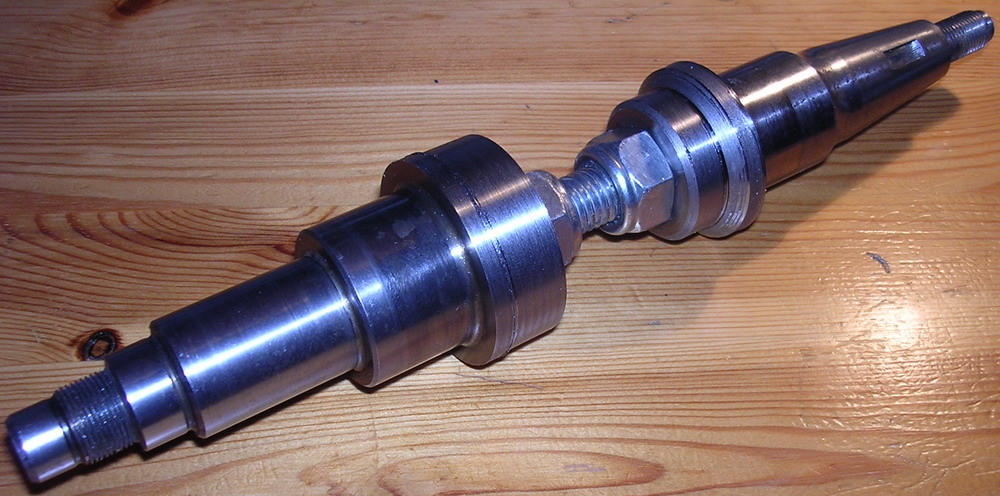
...klar ist ein unterbrochener Schnitt machbar.
So hab ich die Kurbelwangen erstmal mit der Flex soweit verkleinert, bis der Polygon mir passte. Hier war dauernd unterbrochener Schnitt an allen Kanten und Ecken. Das rattert dann schön und man muss bei einer kleineren Drehe Geduld haben. Ergebnis s. u.
Mit dicken Meisseln und einer stabilen grösseren Drehe ist das einfacher. Deshalb bevorzuge ich in einem solchen Fall wenn es geht an der Stirn das Drehen zu beginnen und dann vom Reitstock her rund zu werden. Dazu sollte halt der gewünschte Durchmesser kleiner gleich der kleinsten Kantenlänge des Rohteils sein. Dann ist immer Schneiddruck da und es rattert auf meinem Drehbänkle nicht so.
Regards
Rei97
...klar ist ein unterbrochener Schnitt machbar.
So hab ich die Kurbelwangen erstmal mit der Flex soweit verkleinert, bis der Polygon mir passte. Hier war dauernd unterbrochener Schnitt an allen Kanten und Ecken. Das rattert dann schön und man muss bei einer kleineren Drehe Geduld haben. Ergebnis s. u.
Mit dicken Meisseln und einer stabilen grösseren Drehe ist das einfacher. Deshalb bevorzuge ich in einem solchen Fall wenn es geht an der Stirn das Drehen zu beginnen und dann vom Reitstock her rund zu werden. Dazu sollte halt der gewünschte Durchmesser kleiner gleich der kleinsten Kantenlänge des Rohteils sein. Dann ist immer Schneiddruck da und es rattert auf meinem Drehbänkle nicht so.
Regards
Rei97
Perfection is achieved not when there is nothing more to add but when there is nothing left to take away.(Antoine de Saint-Exupery)
Skype: hrei97
Skype: hrei97
-
Rei97 - Vielschreiber
- Beiträge: 6696
- Registriert: Do 23 Jun, 2005 17:34
- Wohnort: Spätzlesland
![]() von kranickel » Do 25 Feb, 2010 12:31
von kranickel » Do 25 Feb, 2010 12:31
Hi Nanno
4-Kant rund drehen ist kein Problem. Machen wir ständig da wir die meisten Materialien nicht als Rund sondern nur als Plattenmaterial haben.
Ist für den nicht routinierten Dreher sicher gewöhnungsbedürftig. Nur keine Angst.
Viel Spass
Michi
4-Kant rund drehen ist kein Problem. Machen wir ständig da wir die meisten Materialien nicht als Rund sondern nur als Plattenmaterial haben.
Ist für den nicht routinierten Dreher sicher gewöhnungsbedürftig. Nur keine Angst.
Viel Spass
Michi
- kranickel
- Wenigschreiber
- Beiträge: 773
- Registriert: Di 24 Jan, 2006 14:50
- Wohnort: Hallein-Salzburg
![]() von hiha » Do 25 Feb, 2010 14:02
von hiha » Do 25 Feb, 2010 14:02
Nanno hat geschrieben:Ist halt dann einfach: niedrige Drehzahl, ganz wenig Schnittiefe ?
Nein, ganz normale Drehzahl und normale Schnittiefe. Einigermaßen stabile Drehbank vorausgesetzt.
Gruß
Hans
-
hiha - Älterer Herr und Motorenkenner
- Beiträge: 18362
- Registriert: Fr 28 Okt, 2005 10:01
- Wohnort: Neubiberg b. München
![]() von Lederclaus » Do 25 Feb, 2010 14:54
von Lederclaus » Do 25 Feb, 2010 14:54
Genau. Normale Drehzahl, normaler Vorschub.
Was heißt: "Der Einfachkeit halber hab ich ein Vierbackenfutter angenommen"?
Einfach wäre eine Flächenanzahl, die durch 3 teilbar ist und ein Dreibackenfutter. Läßt sich viel einfacher einspannen. (und für ungeübte genauer)
Beim Vielkant braucht´s dann doch ein Vierbackenfutter.
Material: Sehr harte und zähe Sonderstähle, die schlecht maschinell bearbeitbar sind (geht aus der Materialbezeichnung hervor) sind da kritischer als irgend ein Wald- und Wiesenstahl oder -Aluminium.
Das muß man sich anlesen und ausprobieren.
Das Gleiche gilt für die verwendeten Kühlmittel. (wenn die überhaupt zum Einsatz kommen)
Was heißt: "Der Einfachkeit halber hab ich ein Vierbackenfutter angenommen"?
Einfach wäre eine Flächenanzahl, die durch 3 teilbar ist und ein Dreibackenfutter. Läßt sich viel einfacher einspannen. (und für ungeübte genauer)
Beim Vielkant braucht´s dann doch ein Vierbackenfutter.
Material: Sehr harte und zähe Sonderstähle, die schlecht maschinell bearbeitbar sind (geht aus der Materialbezeichnung hervor) sind da kritischer als irgend ein Wald- und Wiesenstahl oder -Aluminium.
Das muß man sich anlesen und ausprobieren.
Das Gleiche gilt für die verwendeten Kühlmittel. (wenn die überhaupt zum Einsatz kommen)
Look!
Is it a Stock Broker?
Is it a Quantity Surveyor?
Is it a Church Warden?
No! It´s Bicycle Repairman!
Is it a Stock Broker?
Is it a Quantity Surveyor?
Is it a Church Warden?
No! It´s Bicycle Repairman!
- Lederclaus
- Vielschreiber
- Beiträge: 4340
- Registriert: Mi 04 Feb, 2009 20:14
![]() von Nanno » Do 25 Feb, 2010 15:02
von Nanno » Do 25 Feb, 2010 15:02
Ich danke allen für die netten Tipps.
Hintergrund:
Ich werde mir aus einem Aluklötzerl endlich einen g'scheiten Benzinhahn-Adapter drehen und fräsen, der jetzige ist mir zu windig. Außerdem soll dann bei der Gelegenheit gleich noch eine Nut gefräst werden für den originalen Benzinhahnsockel-O-Ring.
Wenns gut funktioniert, werd ich das ganze dann vermutlich noch für das eine oder andere Fahrzeug fertigen.
NACHTRAG: Und ja, ich weiß... wenn man mal zum Drehen angefangen hat (so richtig) dann wird das ein teures Hobby, weils ja doch soviel gibt, was man mit der Drehbank machen kann...
Grysze
Greg
Hintergrund:
Ich werde mir aus einem Aluklötzerl endlich einen g'scheiten Benzinhahn-Adapter drehen und fräsen, der jetzige ist mir zu windig. Außerdem soll dann bei der Gelegenheit gleich noch eine Nut gefräst werden für den originalen Benzinhahnsockel-O-Ring.
Wenns gut funktioniert, werd ich das ganze dann vermutlich noch für das eine oder andere Fahrzeug fertigen.
NACHTRAG: Und ja, ich weiß... wenn man mal zum Drehen angefangen hat (so richtig) dann wird das ein teures Hobby, weils ja doch soviel gibt, was man mit der Drehbank machen kann...
Grysze
Greg
-
Nanno - Vielschreiber
- Beiträge: 20460
- Registriert: Do 23 Jun, 2005 07:43
- Wohnort: Linz, Österreich
![]() von hiha » Do 25 Feb, 2010 15:45
von hiha » Do 25 Feb, 2010 15:45
Die O-Ring-Nut ist da schon ein bisserl anspruchsvoller zum Fräsen, allein schon wegen des dünnen Fräsers und der notwendigen hohen Oberflächengüte im Nutgrund, und der Unmöglichkeit des Nacharbeitens, wenn diese Fläche schlecht ist. Dazu kommt noch die für manuelle Fräsmaschinen recht komplizierte Bahn, wenn Du nicht ein eckiges Rechteck fräsen, sondern ein in den Ecken Abgerundetes willst.
Wenn Du jetzt am End noch irgend ein ganz grauslich zu bearbeitendes Alu hast, also keine Dreh/Fräsqualität bzw. was ganz Hochfestes, gehst Du garantiert baden damit.
Drehen ist nur in der Erstanschaffung teuer, und das Zeug hält bei guter Pflege sehr lang. Eine Fräsmaschine bzw deren Werkzeuge sind da schon um einiges teuerer, schneller stumpf, und nicht selbst anständig nachschleifbar. Im Gegensatz zu Drehstählen, wo ich exotische Form- oder Abstechstähle schon mit HSS-Draht auf Baustahlplatten aufgeschweisst hab. Billiger gehts fast nicht.
Gruß
Hans
Wenn Du jetzt am End noch irgend ein ganz grauslich zu bearbeitendes Alu hast, also keine Dreh/Fräsqualität bzw. was ganz Hochfestes, gehst Du garantiert baden damit.
Drehen ist nur in der Erstanschaffung teuer, und das Zeug hält bei guter Pflege sehr lang. Eine Fräsmaschine bzw deren Werkzeuge sind da schon um einiges teuerer, schneller stumpf, und nicht selbst anständig nachschleifbar. Im Gegensatz zu Drehstählen, wo ich exotische Form- oder Abstechstähle schon mit HSS-Draht auf Baustahlplatten aufgeschweisst hab. Billiger gehts fast nicht.
Gruß
Hans
-
hiha - Älterer Herr und Motorenkenner
- Beiträge: 18362
- Registriert: Fr 28 Okt, 2005 10:01
- Wohnort: Neubiberg b. München
![]() von Nanno » Do 25 Feb, 2010 15:59
von Nanno » Do 25 Feb, 2010 15:59
Danke für den Hinweis mit der Nut... mir ist schon klar, dass da noch ordentlich Lehrzeit auf mich wartet.
Die ersten Adapter sind eh mal nur für meinen Paps und mich, da muss es noch nicht so ausgefeilt sein.
Grysze
Greg
Die ersten Adapter sind eh mal nur für meinen Paps und mich, da muss es noch nicht so ausgefeilt sein.
Grysze
Greg
-
Nanno - Vielschreiber
- Beiträge: 20460
- Registriert: Do 23 Jun, 2005 07:43
- Wohnort: Linz, Österreich
![]() von motorang » Do 25 Feb, 2010 19:02
von motorang » Do 25 Feb, 2010 19:02
Kleiner Hinweis:
http://www.plexxart.at/Forum/mybb_129_d ... hp?tid=327
Vierkant oder ähnliches in passend gedrehte und danach geschlitze Hülse setzen und so spannen, wenn man kein Vierbackenfutter hat ODER zu faul ist es wegen einem Trumm umzubauen ...
Gryße!
Andreas, der motorang
http://www.plexxart.at/Forum/mybb_129_d ... hp?tid=327
Vierkant oder ähnliches in passend gedrehte und danach geschlitze Hülse setzen und so spannen, wenn man kein Vierbackenfutter hat ODER zu faul ist es wegen einem Trumm umzubauen ...
Gryße!
Andreas, der motorang
-------------------
Beim Aufstehen helfen lassen, Krönchen richten, weiterfahren !! (nur langsamer ...)
Beim Aufstehen helfen lassen, Krönchen richten, weiterfahren !! (nur langsamer ...)
-

motorang - Site Admin
- Beiträge: 23215
- Registriert: Do 09 Jun, 2005 08:49
- Wohnort: Graz
15 Beiträge
• Seite 1 von 1
Zurück zu Gästebuch und Quasselecke
Wer ist online?
Mitglieder in diesem Forum: Google [Bot]